Блог Metaflux
АСПЕКТЫ ЭФФЕКТИВНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ
Дата: 6. 7. 2015 13:00 | Автор: Вакулин Олег
АСПЕКТЫ ЭФФЕКТИВНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ
Детали из коррозионно-стойких материалов всегда пользуются спросом – без них просто невозможно обойтись, если работа машин предусматривает постоянный контакт с агрессивной средой.
Оборудование пищевых производств, химических предприятий и заводов фармацевтического направления может включать в себя до 36% нержавеющей стали в общем весе деталей рабочих узлов.
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ
Условно нержавеющие стали можно разделить на две группы:
- термически необработанные (твердость НВ 200..300)
- термические обработанные (твердость НВ 140).
Первую группу традиционно относят к сфере труднообрабатываемых материалов повышенной твердости.
Вторую следует расценивать как вязкие конструкционные материалы. Для них была предпринята попытка улучшить обрабатываемость путем добавления в состав стали селена.
ТОЧЕНИЕ НЕРЖАВЕЮЩИХ СТАЛЕЙ
Хотя токарная обработка – одна из наиболее простых, большое значение имеет конструкция токарного резца и суммарная мощность станка.
Основная проблема обработки нержавеющей стали высокой твердости – наклепанный слой, возникающий после каждого прохода резцом. Этого стараются избежать за счет изменения конструктивных параметров режущего инструмента.
Геометрический параметр резцаЧерновая обработкаЧистовая обработка

При точении и растачивании заготовок из нержавеющей стали нужно особое внимание уделять образованию стружки. Сливная стружка может затруднять перемещения инструмента, наматываясь на резцедержатель, а в итоге повредить и обработанную поверхность, и режущую кромку резца.
Скорость резания в этом случае назначается на 40..50% ниже, чем при обработке углеродистых сталей средней твердости.
СВЕРЛЕНИЕ НЕРЖАВЕЮЩИХ СТАЛЕЙ
Обработка осевым инструментом должна проходить в непрерывном режиме. При этом – следует внимательно следить за образованием сливной стружки, которая затрудняет работу инструмента. Именно по этой причине не рекомендуется использовать сверла с двойной заточкой.
При выборе инструмента предпочтение нужно отдать сверлам с углом в плане
2ф = 118..122 град.
Скорость резания при сверлении коррозионно-стойких материалов должна быть в 2 раза ниже, чем при такой же обработке малоуглеродистых сталей.
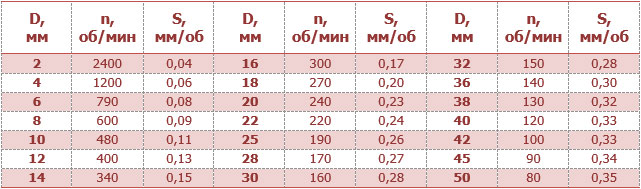
Назначая режимы для сверления заготовок из нержавеющей стали следует опираться на то, что наиболее оптимальная скорость резания – 12..16 м/мин. Такой выбор объективен и для труднообрабатываемых сталей высокой твердости, и для мягких и вязких марок.
ФРЕЗЕРОВАНИЕ НЕРЖАВЕЮЩИХ СТАЛЕЙ

Наиболее эффективный метод лезвийной обработки – фрезерование.
Для обработки плоских поверхностей заготовок из нержавеющей стали необходимо тщательно подбирать инструмент. Можно руководствоваться такими критериями:
- осевые и радиальные передние углы – отрицательные;
- количество зубьев уменьшено.
Чтобы избежать эффекта нароста на зубьях фрезы, рекомендуется работать на повышенных оборотах (с высокой скоростью резания).
Схема фрезерования – попутное, если позволяет мощность станка. Этот метод позволит сразу врезаться на всю величину глубины резания и снизит вероятность возникновения наклепа на обработанной поверхности, который затрудняет последующий рез.
Однако в этом случае применение СОЖ ограничивается – могут возникать трещины по металлу. Для снижения температуры в зоне резания можно использовать масляный туман либо же подавать жидкость мощной струей непрерывно, всё время обработки.
РЕКОМЕНДАЦИИ ТЕХНОЛОГА
При механической обработке нержавеющих сталей в обязательном порядке используются смазочно-охлаждающие жидкости (СОЖ). Как правило, это различные эмульсии и сульфофрезол.
Проектируя заготовку и технологический процесс изготовления детали, следует учесть, что на чистовую обработку нержавеющей стали оставляют не менее 0,5 мм припуска. Это связывают с трудностями при шлифовании и полировании.
Основа успешной обработки нержавеющих сталей – подбор рациональной геометрии режущего инструмента, использование высококачественных сменных пластин (твердые сплавы с защитным покрытием) и работа на оптимальных режимах резания.
УСТРАНЕНИЕ ЦВЕТА ПОБЕЖАЛОСТИ
Часто можно столкнуться с необходимостью устранить цвета побежалости на поверхностях детали. Этот эффект возникает при кратковременном чрезмерном нагреве в зоне резания при механической обработке.
Этот недостаток можно устранить тремя способами:
1. Удаление слоя материала с помощью тонкого шлифования или полирования
2. Нагрев до температуры, при которой теоретически произошли изменения, и равномерное постепенное охлаждение
Из указанных методов наименее трудоемкий, энергозатратный и низкий по стоимости – электролитическая чистка с помощью специального прибора.
Подобная технология полностью безопасна для человека, проста в использовании и за короткое время полностью удаляет эффект побежалости на поверхности нержавеющих сталей и сварных швах.
Мнение и комментарий (1)
Ivan123455 | 30. 4. 2020 17:11
Мы в ультразвуковых мойках (титан ультрасоник) используем подогрев для более эффективной обработки нержавейки. детали так же сначала промываем водой, удаляем крупные фракции грязи.





